2.1. Les temps productifs (sur ordre de fabrication)
2.1.1. Saisie des temps par OF
2.1.2. Saisie des temps par employé
2.4. Le suivi des quantités fabriquées
3. Interrogations & éditions des temps passés
3.1. Interrogation des temps passés
3.2. Temps passés par individu
3.4. Temps passés par poste de charge
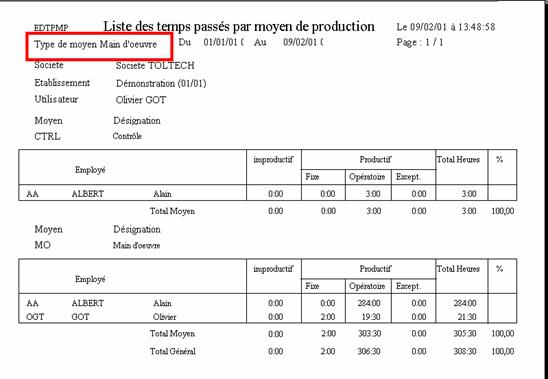
3.5. Temps passés par moyen de production
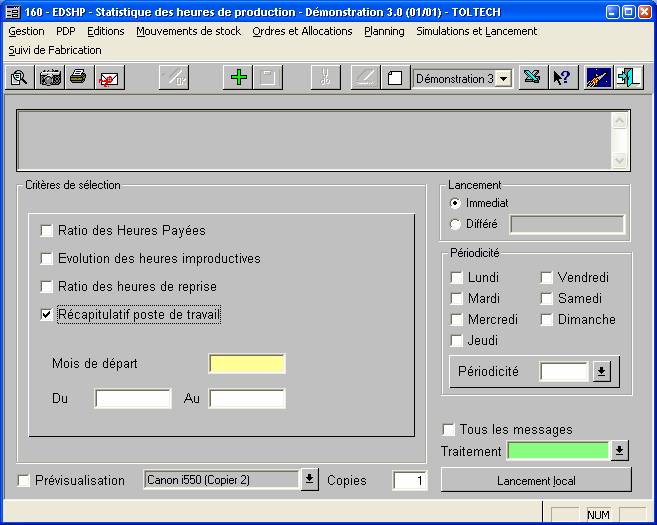
3.6. Statistiques des heures de production
3.6.1. Ration des heures payées
3.6.2. Evolution des heures improductives
3.6.3. Ratio des heures de reprise
3.6.4. Récapitulatif des postes de travail
Quels sont les buts ?
1. le suivi de l'avancement d'un ordre (un calcul du temps restant est fait au fur et à mesure de la saisie des temps),
2. le calcul du coût complet d'un produit fabriqué. Il résulte d’une part des matières consommées et d’autre par des temps passés,
3. le calcul du rendement des machines ; le TRS utilise les temps passés.
Comment les temps passés sont-ils collectés ?
Ø Saisie faite directement au clavier. En temps réel par l'intéressé ou bien en temps différé (en général avec un décalage d'une journée) par une reprise de " bons de pointage ".
Ø Saisies par le moyen de lecteurs codes barres. La saisie est facilitée et directement faite par l'intéressé.
Comment les temps passés sont-ils valorisés ?
En fonction de la valeur du paramètre VALO_TPS_TX_EMP, les temps passés sont valorisés au taux horaire du moyen principal de l'opération ou bien au taux horaire affecté à l'employé.
Plusieurs méthodes de saisie possibles
Ø Saisie par Ordre de fabrication ; Pour chaque opération effectuée, saisie du numéro d'ordre, du code de l'opération et du temps passé sur l'opération.
Ø Saisie par employé ; toutes ses tâches de la journée
Ø Saisie des débuts de tâches ; tant que l’opérateur ne change pas, le temps est décompté automatiquement.
Temps productifs – Temps improductifs
Ø Les temps productifs sont ceux qui sont passés sur les OF
Ø Les temps improductifs : ils peuvent être de plusieurs catégories (temps de réunion, temps de balayage, etc.) et sont déterminés à l'avance (table paramètres).
Ø Des temps d'arrêt vous permettant ainsi de suivre par exemple les pannes machines.
è Ainsi les supports de coûts vont être différents
o Les ordres de fabrication vont supporter des temps productifs
o Les temps d'arrêt vont être saisis sur des sections analytiques
o Des temps d'étude par exemple vont pouvoir être saisis directement sur des affaires
Suivre les quantités bonnes et mauvaises
Ø Pour mieux suivre l'avancement de la fabrication : des écrans comme l'interrogation de l'avancement d'une commande affichent la quantité déjà fabriquée par opération.
Ø Pour calculer le taux de rendement de la machine (ou du moyen de production) qui est un ratio déterminant le taux de rebut et de retouche.
Saisie en centièmes ou en minutes ?
Le mode de saisie des temps Heures, centièmes ou bien heures minutes dépend de la valeur du paramètre SAISIE_TEMPS_EN_HMNS
Ils représentent tous les temps passés
- Sur ordres de fabrication
- Sur sections : arrêt machine
- Sur affaire : temps d'étude par exemple
La date d'imputation est initialisée à la date du jour, elle peut être modifiée.
2.1.1. Saisie des temps par OF
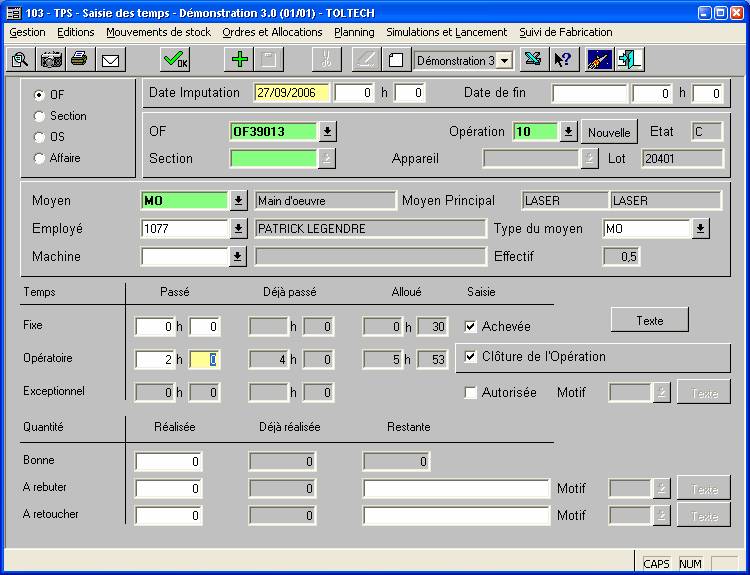
Les éléments obligatoires sont :
Ø Le numéro de l'ordre de fabrication ainsi que celui de l'opération de gamme. Le moyen sur lequel la saisie doit être faite est affiché automatiquement : il a été spécifié sur l'opération de gamme.
Ø L'employé doit être relié au moyen sur lequel la saisie est faite.
o Si vous saisissez des temps machines, une table paramètres vous permet de spécifier la liste des machines pour un moyen de production.
o Si vous saisissez des temps main d'œuvre, vous devez saisir la liste des intervenants possibles dans la table des employés.
Ø Le temps passé: saisie du temps de réglage et/ou du temps opératoire. Il est fréquent que pour le temps passé, il n'y ait pas de distinction entre le temps fixe et le temps opératoire : dans ce cas, le temps total est saisi dans le temps opératoire.
Comportement de la saisie des temps sur les moyens déduits
La saisie des temps est faite sur le moyen qui a été déclaré comme étant saisi (voir la mise à jour des gammes). En fonction de votre paramétrage, vous pouvez en déduire le temps passé sur un autre moyen.
Exemple : sur une opération 2 personnes doivent travailler sur une machine. Il a été décidé que les temps main d'œuvre sont saisi et que les temps machines sont déduits.
Donc lorsqu'une personne déclare passer une heure sur l'opération, cela veut dire qu'il faut déclarer 1/2 heure sur la machine
Le temps passé sur le moyen déduit est donc le suivant :
Temps passé sur le moyen saisi
-------------------------------------- * effectif du moyen déduit
Effectif du moyen saisi
Dépassement des temps prévus
Les paramètres ECART_TPS_MAX_ABS et ECART_TPS_MAX_PRCT vous permettent de contrôler les temps saisis.
Ce contrôle s'applique sur les temps passés par rapport aux temps prévus : si le dépassement est trop important, le système oblige l'opérateur à saisie un code motif de dépassement.
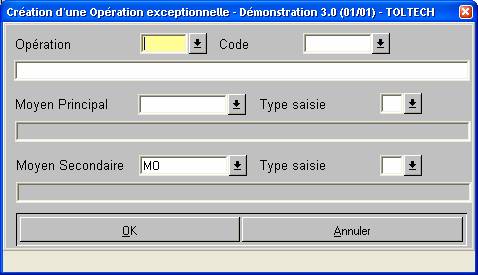
Opération exceptionnelle
Ce type d'opération doit obligatoirement être reliée à un ordre de fabrication déjà en cours. Ce type d'opération permet de noter les temps passés sur une tâche qui n'était pas prévue dans la gamme de fabrication de l'article.
Pour cela validez le bouton![]() .
La fenêtre vous permet de définir votre opération exceptionnelle en lui donnant
un numéro, une désignation, un moyen principal (obligatoire) et éventuellement
un moyen secondaire.
.
La fenêtre vous permet de définir votre opération exceptionnelle en lui donnant
un numéro, une désignation, un moyen principal (obligatoire) et éventuellement
un moyen secondaire.
Les temps passés sur cette opération sont alors des temps opératoires (ou bien des temps exceptionnels).
Temps exceptionnel
![]() Ce
type de temps peut être relié à une opération prévue dans la gamme ou bien à
une opération exceptionnelle. elle nécessite, avant de pouvoir saisir le temps
de cocher la case " Autorisée "
Ce
type de temps peut être relié à une opération prévue dans la gamme ou bien à
une opération exceptionnelle. elle nécessite, avant de pouvoir saisir le temps
de cocher la case " Autorisée "
Cette manipulation permettra l'ouverture à la saisie des champs Heure et minutes (ou centièmes) ainsi que du motif ; ce dernier n'étant pas obligatoire.
& L'évolution des temps exceptionnels peut être analysée par l'écran 166 - ECARTFAB
Comportement de la charge
Au fur et à mesure de votre saisie, la charge, qui avait générée sur les moyens principaux et secondaires lors de la création de l'ordre de fabrication, diminue (à concurrence de celle qui avait été générée).
L'achèvement de la préparation ou bien la clôture de l'opération permet de supprimer la charge éventuellement restante.
Sortie des composants
En fonction de la valeur du paramètre FLAG_MAG_A_SORTIE_AUTO, les composants réservés sur un magasin précis (celui noté dans le paramètre MAGASIN_A_SORTIE_AUTO) peuvent être automatiquement sortis dès la première saisie de temps sur un OF.
Les temps passés sont automatiquement calculés en fonction des quantités fabriquées
En fonction de la valeur du paramètre TPS_TEMPS_PAR_QTE, vous avez la possibilité que les déclarations de temps se fassent automatiquement.
Ce paramètre n'est bien sûr applicable que dans le cas de production en série, c'est-à-dire sans beaucoup d'aléas.
Saisie des temps sur une opération précédant une sous-traitance
La pièce intermédiaire est alors entrée en stock (mouvement ENTART) pour que vous puissiez la transférer au sous-traitant.
C'est la quantité bonne que vous déclarez lors de votre saisie qui va engendrer l'entrée en stock.
Exemple : vous avez 2 opérations sur votre gamme : 10=usinage fait en interne; 20=traitement en sous-traitance.
La saisie des temps de l'opération 10 va entrer en stock l'article fabriqué + séparateur + n° gamme + N° opération (ici 10). Celui-ci est alloué sur la commande de sous-traitance et devra être transféré chez le sous-traitant. Il sera consommé lors de la réception de l'article sous-traité.
Déclaration de fabrication en fermeture d'opération
Si vous mettez le paramètre SAISIETEMPS_AVEC_DECFAB à 'O', la déclaration de fabrication sera automatiquement faite dès que vous allez clore la dernière opération de l'of.
Déclaration de fabrication sur les OF d'heures
A chaque saisie de temps passé sur un OF d'heures (OF dont l'article "fabriqué" a une unité de mesure égale à la valeur inscrite dans le paramètre UNITE_TEMPS). Ceci dans le but de ne pas avoir besoin de faire de déclaration de fabrication lorsque tous les temps seront saisis.
2.1.2. Saisie des temps par employé
Le principe et les règles de fonctionnement sont exactement les mêmes que dans la saisie précédente ; seule la vision change
Cette fois, le principe est de saisir la feuille de temps qu’un employé a pu saisir sur ses activités sur jour précédent.
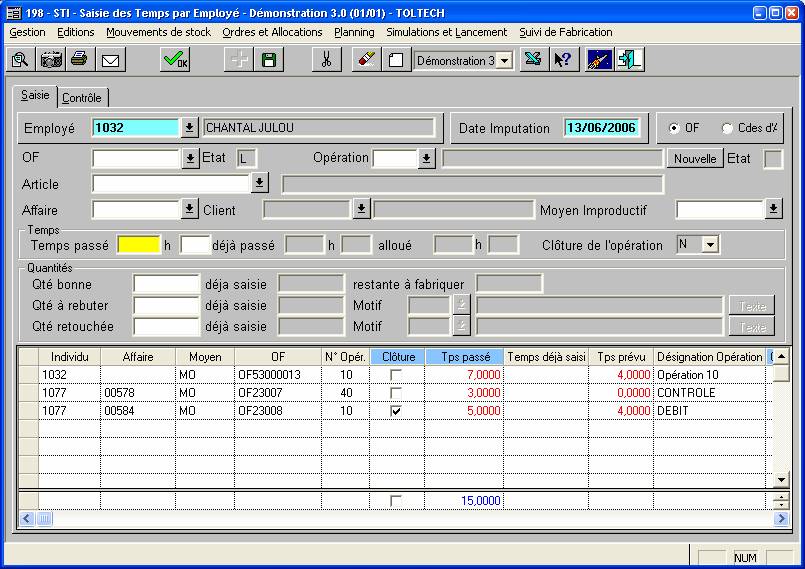
Les contrôles actifs sont bien sûr les mêmes que pour la saisie par OF
Si la case à cocher Détail n'est pas validée, un regroupement des saisies est fait par moyen, ordre, opération, date de saisie
Il représentent par exemple les temps de nettoyage, de maintenance, etc.
Ils sont obligatoirement passés sur des sections analytiques.
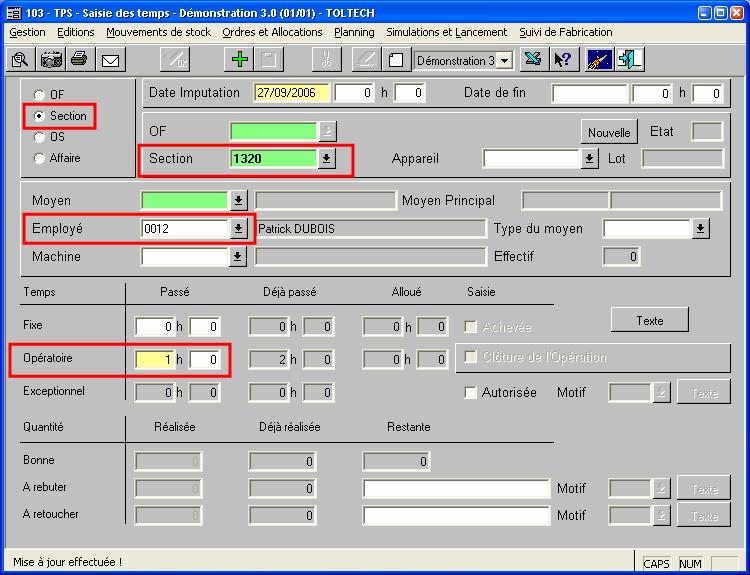 |
Les temps improductifs sont toujours des temps exceptionnels (l'autorisation de saisie de temps est automatiquement donnée).
La saisie d’un temps improductif oblige la saisie d’un code motif
Paramètre TEMPS_DEBUT_FIN_PAR_MACHINE
Les temps sont toujours exceptionnels (la case à cocher 'Autorisée') est automatiquement activée.
Le code motif est obligatoire ou non en fonction de la valeur du paramètre SAISIE_MOTIF_TEMPS_EXCEPT.
 |
Ces temps sont imputés sur le bilan de l'affaire (frais de fabrication réalisés).
Quels sont les buts ?
- De mieux évaluer la charge restante de l'opération ; les quantités déjà fabriquées sur une opération sont visibles sur l'écran d'avancement d'une commande client.
- De calculer le taux de rendement de la machine (rapport entre la quantité bonne et la quantité totale).
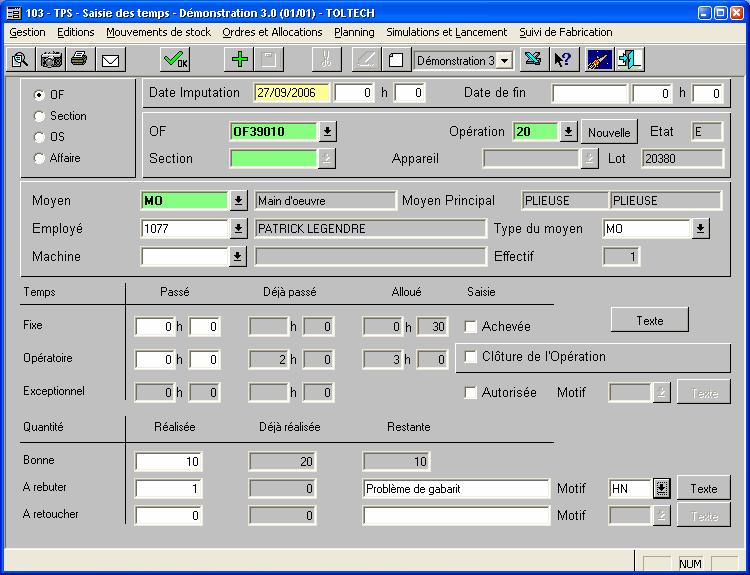 |
· Les quantités mauvaises
Les quantités à rebuter, à retoucher peuvent être accompagnées d'un motif (non exploité dans la version actuelle) en fonction de la valeur des paramètres SAISIE_MOTIF_XXX
& L'évolution des quantités rebutées et à retouchées peut être analysée par l'écran 166 - ECARTFAB
· Clôture d’une opération
La clôture de l’opération peut être automatiquement faite si le paramètre INIT_CLOTURE_A_QTE_ATTEINTE est égal à ‘O’.
Rappel : la clôture d'une opération permet de libérer la charge restante.
- Déclaration de fabrication en fermeture d'opération
Si vous mettez le paramètre SAISIETEMPS_AVEC_DECFAB à 'O', la déclaration de fabrication sera automatiquement faite dès que vous allez clore la dernière opération de l'of.
- Initialisez la quantité fabriquée lorsque vous demandez la clôture d'une opération
Le paramètre INIT_QTE_BONNE_A_CLOTURE vous permet de renseigner automatiquement la quantité fabriquée par la quantité restante au moment de la clôture de l’opération.
Cet écran vous permet de retrouver les temps passés par ordre de fabrication, moyen de production, affaire, etc.
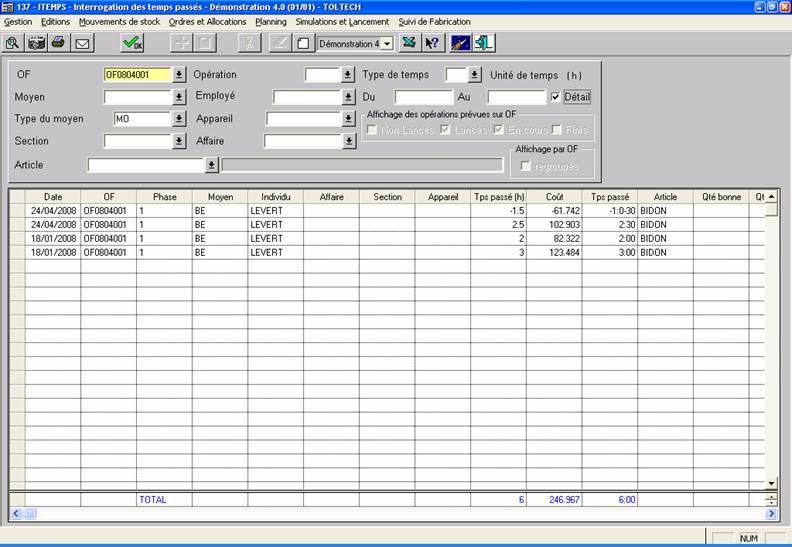
Par défaut les saisies de temps sont regroupées par opérations (une ligne par Of-opérations-individu). Vous pouvez obtenir le détail des saisies (c'est à dire avoir en plus la date de saisie) en cochant la case en haut à droite de l'écran.
Choix possible
Ø Fourchette de dates faisant référence aux dates de pointage (saisie obligatoire)
Ø Fourchette d'individus (saisie optionnelle)
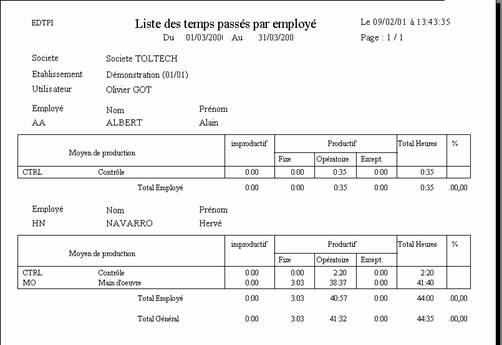
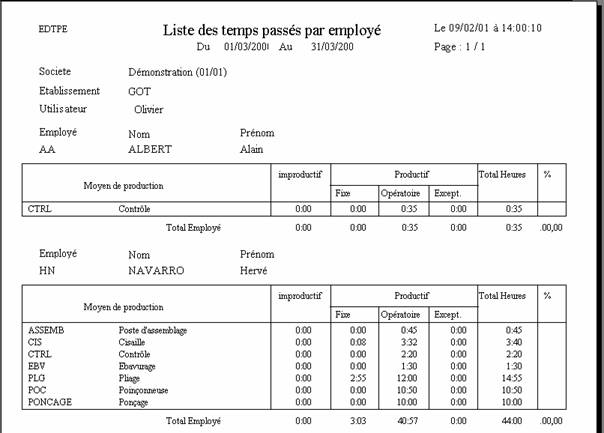
Si vous cochez Employé, vous avez la liste des temps passés sur les moyens de production de type main d'œuvre classés par employé
Choix possible
Ø Fourchette de dates faisant référence aux dates de pointage (saisie obligatoire)
Ø Fourchette d'individus (saisie optionnelle)
Donne la liste des moyens de production (machines) utilisés par employé
Choix possible
Ø Fourchette de dates faisant référence aux dates de pointage (saisie obligatoire)
Ø Fourchette de moyens (saisie optionnelle)
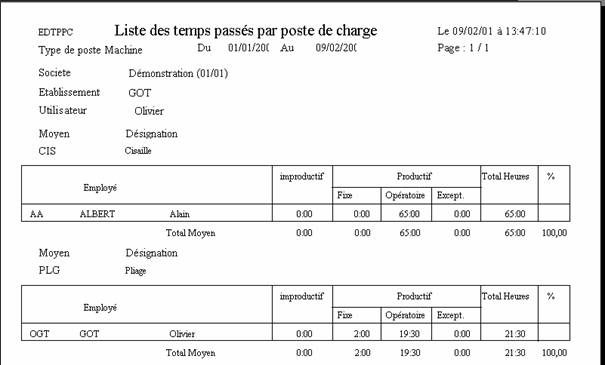
Donne la liste des employés par moyen de production (machines)
Choix possible
Ø Fourchette de dates faisant référence aux dates de pointage (saisie obligatoire)
Ø Fourchette d'individus (saisie optionnelle)
Si vous cochez employé, vous avez la liste des temps passés par machine
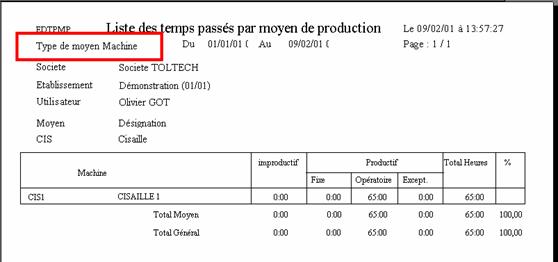 |
si vous cochez machine, vous avez la liste des temps passés pour les types de moyens 'Main d'œuvre'
 |
3.6.1. Ration des heures payées
3.6.2. Evolution des heures improductives
3.6.3. Ratio des heures de reprise
3.6.4. Récapitulatif des postes de travail
Utilise le paramètre GRP_MOYEN_REPRISE
Principe de l’état : reprendre la somme des heures passées sur un groupe de moyens précisé dans le paramètre ci-dessus